08
May
In this study a theoretical model is developed for shunting effect in resistance spot welding for aluminum alloy 2219. Both the peak value.

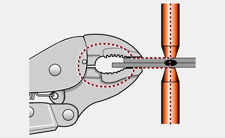
What is shunting in spot welding. A shunt is again required when another series of spot welds are started. Shunting with Weld Bonding Figure 4 - This dedicated shunting clamp has a thick stranded copper wire attached to copper clamping pads to allow easy current flow. Weld bonding is resistance spot welds made through adhesive on the same flange.
The process requires removing all coatings from the mating flanges including the. The shunting clamp is positioned at the first weld site and the first spot weld is made at the adjacent site. When the spot weld trigger is pressed current flows from one electrode tip.
When the current meets the nonconductive coating at the mating surface it looks for the nearest conductive path which is through the top workpiece around the shunting clamp and back through the other electrode tip. Shunting in resistance spot welding is affected by the process variables involved and caution must be taken when welding with narrow weld spacing BY B. ZHANG ABSTRACT Shunting in resistance spot welding is difficult to avoid as multiple welds are.
Shunting effect is known as a phenomenon in which welding current for a new weld is diverted by existing welds in the same area. It is important to determine in advance the welding current used for producing shunt welds. Shunting effect of resistance spot welding is evaluated based on the electrode displacement signals.
The shunted welds in mild steel with different weld spacing were produced. The results showed that the weld spacing and nugget diameter were polynomial-correlated and the minimum welding spacing of 20 mm can be derived from the results. Both the peak value and gradient of electrode displacement in.
Shunting effect of resistance spot welding is evaluated based on the electrode displacement signals. The shunted welds in mild steel with different weld spacing were produced. The results showed that the weld spacing and nugget diameter were polynomial-correlated and the minimum welding spacing of 20 mm can be derived from the results.
Both the peak value. Tal way some aspects of shunting phenomenon in series of spot welds to explore the impact of selected factors such as distance electrode geometry material preparation and electrode force. Johnson 6 tried to find a minimum distance in order to reduce shunting effect in spot welding to some extent.
In the experiments performed by Howe 7 several. Shunting phenomena which occurs when working with resistance spot welding RSW. Shunting affects the quality of the weld and the goal of the study was to create guidelines for RSW to minimize its impact on the weld quality.
In order to minimize waste from production and to reduce the welding time there is need for understanding of what the shunt effect depends on. To evaluate what impact the. In this study the effects of spot welding parameters on the weld quality of DP600 steel were experimentally investigated.
The welding parameters such as welding current and time were determined based on microstructural characterization microhardness tests and tensile-shear tests. The joints were welded with two parallel welds perpendicular to the tensile-shear test direction. Yes there is a minimum spacing for spot welds listed in most sample weld schedules.
If welds are placed too close together the weld current can flow throughacross the sheet of metal between the desired weld and previous weld locations as shown. This current does not flow through the desired weld joint and therefore does not help create a nugget. This is called shunting current.
It is wasted energy. Shunting effect in RSW occurs when the electrical current passes through the preceded spot welds in the case of multi-spot welding. Ance of the welding circuit.
In practical welding situations welding is done one after another and thus the adjacent weld affects the quality of the subsequent weld due to a shunt current that flows through the existing spot welds. This effect is called shunt effect and is known to be a major source of quality variation. Among many experimental stud.
Previous shunting nugget is defined as a cylindrical connection between the sheets while its size is defined according to experiments performed using average welding parameters in shunting spot welding Table 3. Figure 2 is showing the desired. Force is one of the main inputs of the weld machine in the form of pressure exerted by the electrodes on the work piece.
The main function of this force is to contain the weld by holding the work pieces together tightly during the welding operation. Stronger work piece materials require higher welding forces than weaker work pieces. With adequate force the contact resistance between the electrode and part is.
This effect is called shunting and is known to affect weld quality and reduce weld strength. A schematic of shunting is shown in Figure 1. We can use Shunting when spot welding to generate extra heat and therefore burn away the glues but it has to be controlled and within 2-3 inches of the intended new weld.
A shunt can be molevice grips a previous spot weld a bolt or screw etc. Shunting effect is the loss of electrical current via the secondary circuit provided due to existence of previous nugget in a series of welding spots. This phenomenon is important for products containing intermittent spots.
In this study a theoretical model is developed for shunting effect in resistance spot welding for aluminum alloy 2219. Welding distance together with welding current. Shunting in resistance spot welding is the diversion of the weld- ing current from the weld to be made to a nearby existing weld Ref.
If a significant proportion of welding current flows. Shunting paths that can occur typically happen after the monitoring devices. For example as the welding gun is clamping the work piece other parts of the gun may make contact with other parts of the work piece causing current to divide itself.
Previous post
What is snow coverNext post
What is risk assessment in public health